
Selected Topics of the Research Field Manufacturing and Materials Technology (FWT)
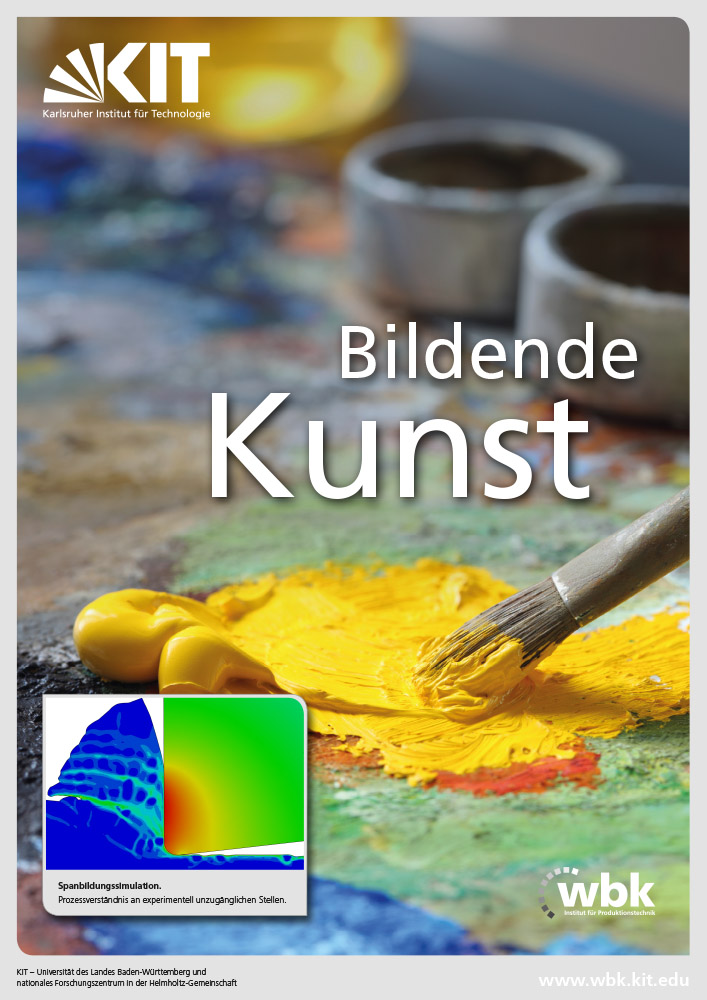
The optimization of machining processes can be required with respect to various targets. Thereby, it is important to understand the relationships between the process parameters and the process characteristics. To gain this knowledge for different materials, virtual analyses of manufacturing processes are carried out by means of numerical methods. This is often a major challenge. For example, the intensive plastic deformation in the shear zones, that occur during machining, lead to distinct element distortions and thus to numerical instabilities using the finite element method. This has a large influence on the existing stress-strain fields and thus on the calculated process results. To eliminate this source of error, a routine for continuous re-meshing of the workpiece has been developed.
Based on the continuous re-meshing routine, machining-caused component conditions and properties are analyzed at the wbk in several research projects to attain a numerical aided optimization of the machining process. The aim of the simulations is to get process knowledge, which can be used for the targeted generation of tribological properties, the machining-caused microstructural transformations, as well as for the production of components with specified fatigue strength. Public funded investigations have been carried out to enable process optimization originating from machining simulations, simulations of the tool wear as well as simulations of resulting component conditions and properties. The presented models have been validated by means of machining-technological experiments. The optimization shows, that an ideal combination of tool life and resulting component properties can be reached within a targeted process parameter selection.
Contact:
M.Sc. Benedict Stampfer
M.Sc. Andreas Fellmeth
Dipl.-Ing. Michael Gerstenmeyer
M.Sc. Eric Segebade
Dr.-Ing. Frederik Zanger
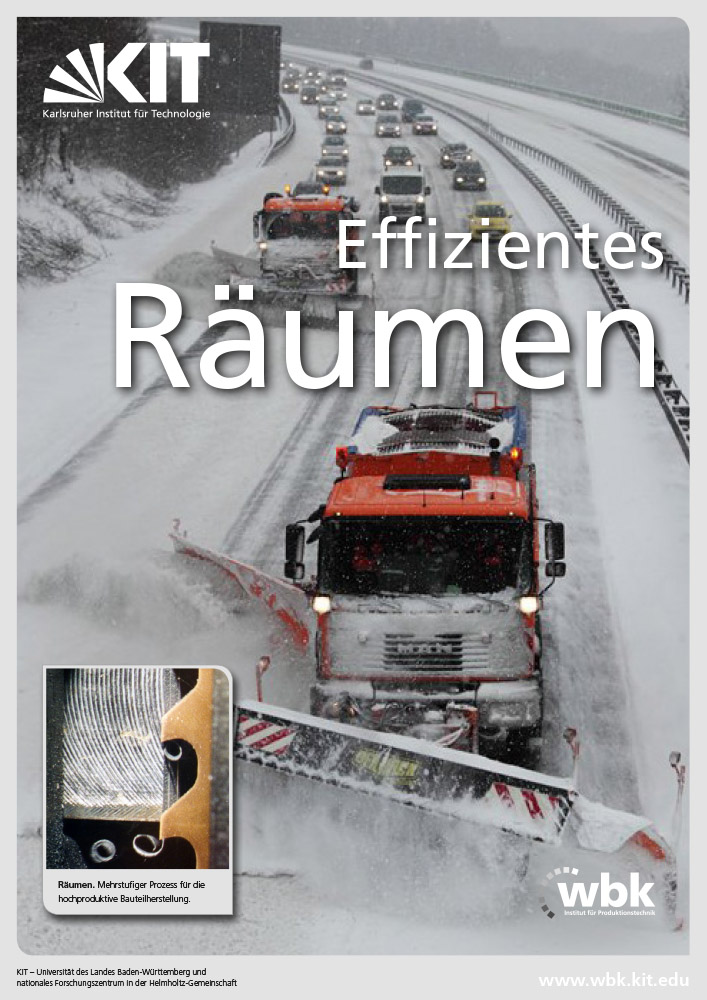
For manufacturing of components with inner profiles the broaching process is often the only possibility to achieve high accuracy of shape and dimension combined with high productivity. Keyways, external teeth and fir-tree profiles for turbine discs can also be produced economically and accurately by broaching. However, there is still a high potential to minimize deviations of shape and dimension, as well as to achieve a positive influence on the machined surface layer by adding compressive residual stresses. Especially for thin-walled components it is a major challenge to avoid or to predict elastic radial expansions. These problems are topics within the Research Training Group 1483 –“Process Chains in Production” in which the wbk Institute of Production Science performs research on several topics: the broaching process is analyzed experimentally and in numeric simulation of normalized components as well as hardened materials. The gained knowledge allows deriving necessary steps for the optimization of the broaching process as well as of the required component properties. Normally, after heat treatment (i.e. case hardening) distortion – and therefore geometrical deviations–arises. This requires a hard-broaching operation to reestablish the original surface. Additional, the physical properties of the component´s surface layer can be influenced positively for an enhanced durability.
In broaching usually cooling lubricant is used to support a long tool life due to less wear and to achieve low surface roughness. But cooling lubricants cause high maintenance and disposal costs, not to speak of environmental burden. Therefore, wbk extended its research activities to gain deepened knowledge of the technology and of the process in dry broaching. Questions of optimal tool design and tool preparation are answered. These research activities tend to improve the process and further establish broaching processes in industrial environments.
Contact:
M.Sc. Andreas Hilligardt

For the manufacturing of internal and external gears there exist specially optimized and highly developed manufacturing process with different machine tools and tooling technologies. However, these technologies have either in productivity or flexibility limitations, so either both gear types can not be produced with using the same method or one of these processes is to be regarded as unproductive.
Although the skiving process is known for over 100 years, many fundamental process characteristics are not yet fully investigated and understood. For new work-piece geometries, a tool and process design is often done iterative because the existing experimental results on new parts can only limited transferred. In order to establish the skiving on the market, the mastering of procedure-specific process instabilities and a fundamental knowledge about the process behavior are required. Therefore, the skiving technology for internal gears is currently being developed in a public funded project to aspire the formulation of generally applicable guidelines for data-based tool and process design. For a better understanding of the skiving process a software program for the computer-based calculation of the tools was developed by wbk. The program allows the calculation of the tool-contour and also the determination of the associated process parameters and cutting conditions. The developing of a 3D-FEM kinematic and chip removal model allows a detailed consideration of the kinematic conditions during the cutting operation and the mechanisms for the formation of the process characteristic three-flank-chip can be understood.
Contact:
M.Sc. Tassilo Arndt
M.Sc. Andreas Hilligardt
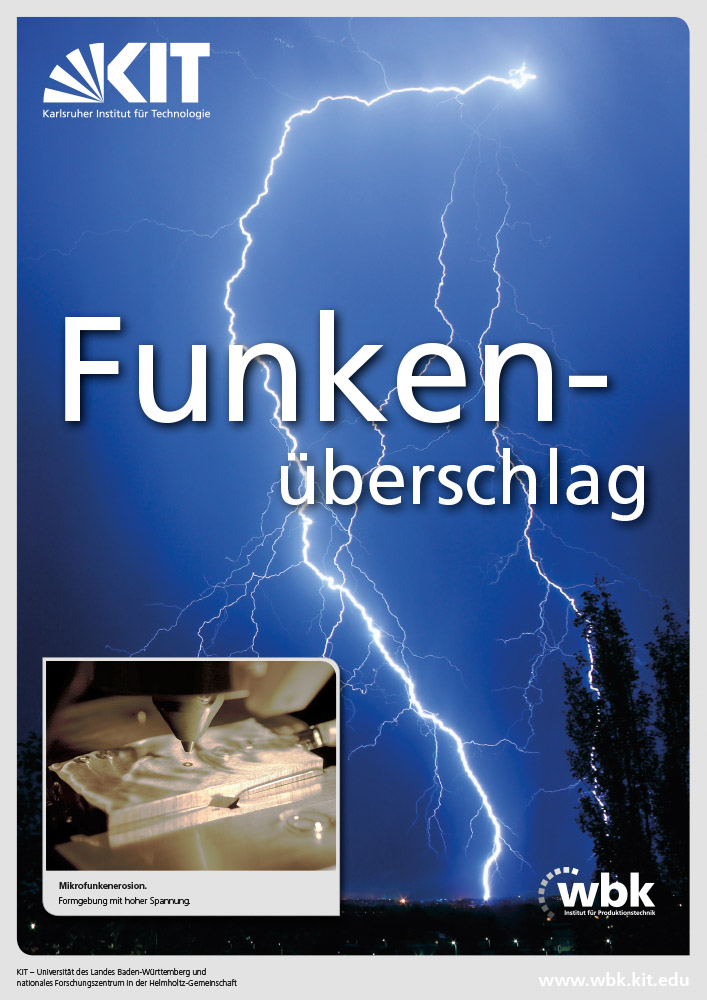
The constantly increasing demand of micro components has made new challenges for spark erosion inevitable. The production of high precision components require a suitable method for the fully automatic wear compensation of the tool electrode as it has a non-uniform wear, which affects the geometrical accuracy and surface quality of the part.
A completely automated determination of erosion parameters and quality assurance method developed by wbk is performed before the beginning of a processing task on the workpiece. A for the tool electrode and workpiece material an adapted set of parameters is produced which to minimize electrode wear and maximize the material removal rate. However, inhomogeneities cause uneven wear of the electrode. This requires a connection of the machining geometry and a surface measurement which is realized by a chromatic confocal white light sensor. Deviations from desired and actual states of the geometry specifications are then automatically compensated and the quality of the manufactured component ensured.
At the wbk the EDM in micro production is investigated. Operations can be performed exactly up to the micron range. The spectrum spreads from achieving optimum surface accuracy and the automated quality assurance of the component during production by adaptive variation of the erosion parameters. This enables a closed process chain from manufacturing to quality assurance of the fabricated structures.
Contact:
M.Sc. Matthias Zapf
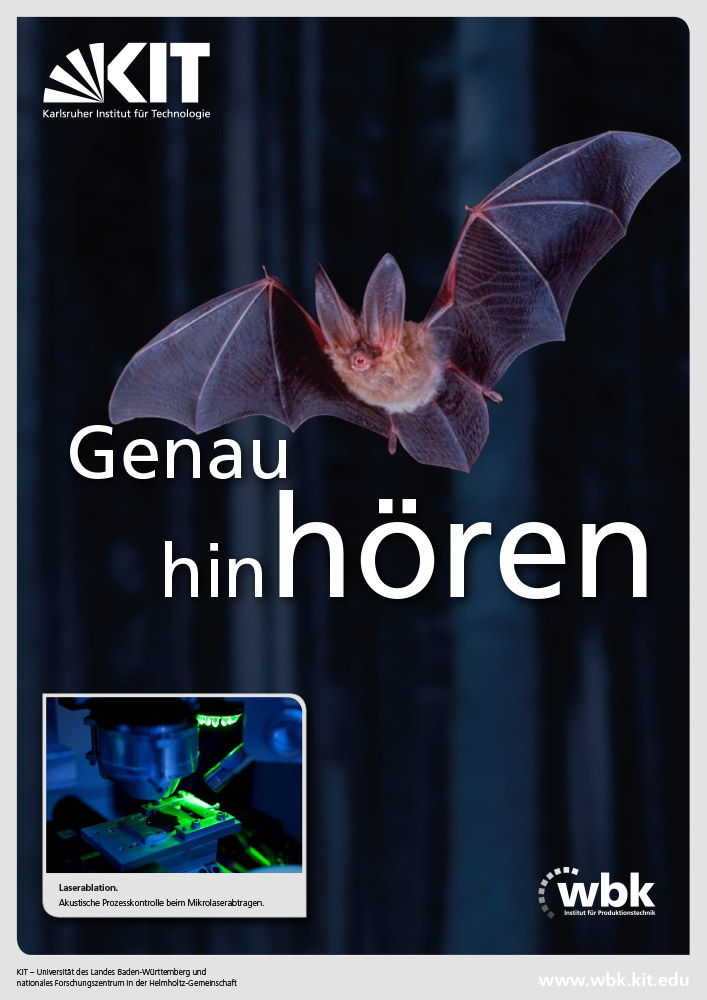
Nowadays, purchasers have extensive demands on manufacturing processes, in which, further accuracy improvement and increasingly smaller tolerances must be ensured. For this purpose, many different monitoring and control concepts are needed that base on different detection principles. During each machining operation process emissions of light and sound are released to the environment. With this information process characteristics can be developed, that allow to draw conclusions for detecting changes or material fault within the material.
The wbk developed an acoustic system for focus positioning of laser, which ensures that laser is automatically positioned at the right distance to the material surface. In this way a high removal of material can be realized. With this positioning system very fine microstructures can be ablated. In the future these existing systems are transferred to other areas to use the laser for the selective removal of individual bone layers and three-dimensional structuring.
Contact:
Dipl.-Ing. Andreas Kacaras
Dr.-Ing. Frederik Zanger
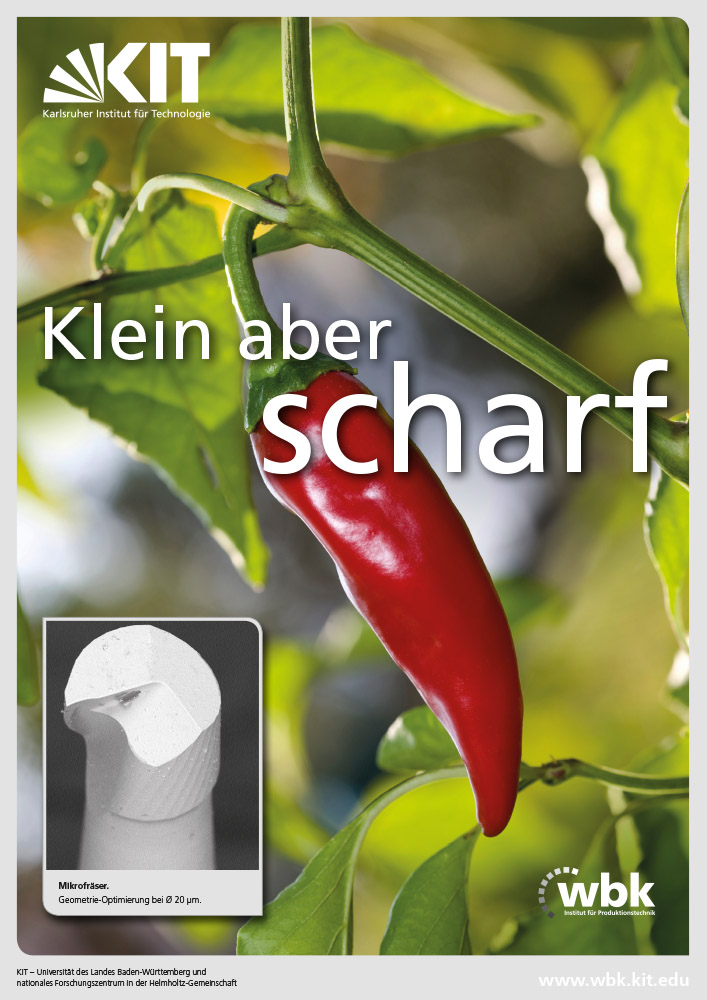
The manufacturing of highly precise geometries is performed using small and most precise micro milling tools. Commercially available tools feature 2 cutting edges and a diameter down to 30 µm. So parts and geometries in micro range can be manufactured with little tolerance and surface roughness. The manufacturing of such geometries is challenging due to the fact that micro milling tools, compared to conventional milling tools, are relatively dull and not very stiff. Because of the used manufacturing processes a further miniaturization of the tools is difficult to achieve.
To manufacture even smaller structures a micro milling tool with one cutting edge was developed from scratch. The development process started with the generation of ideas, then the geometry of the milling tools were optimized with finite element calculations and several prototypes were manufactured with different processes. So a micro milling tool with a diameter of 20 µm was manufactured. The design is easy to manufacture and features good stiffness making it possible to manufacture even smaller structures.
For a further process optimization more aspects must be considered. A big influence on the result is the system consisting of a spindle, tool holder and tool. The occurring inaccuracies of this system have a big influence on the process. Hence, a mechatronic clamping system is under development at the wbk. Most of the inaccuracies can be compensated through this system enabling a more precise machining with a smaller tolerance.
Contact:
Dipl.-Ing. Anton Gabsch
Dr.-Ing. Frederik Zanger
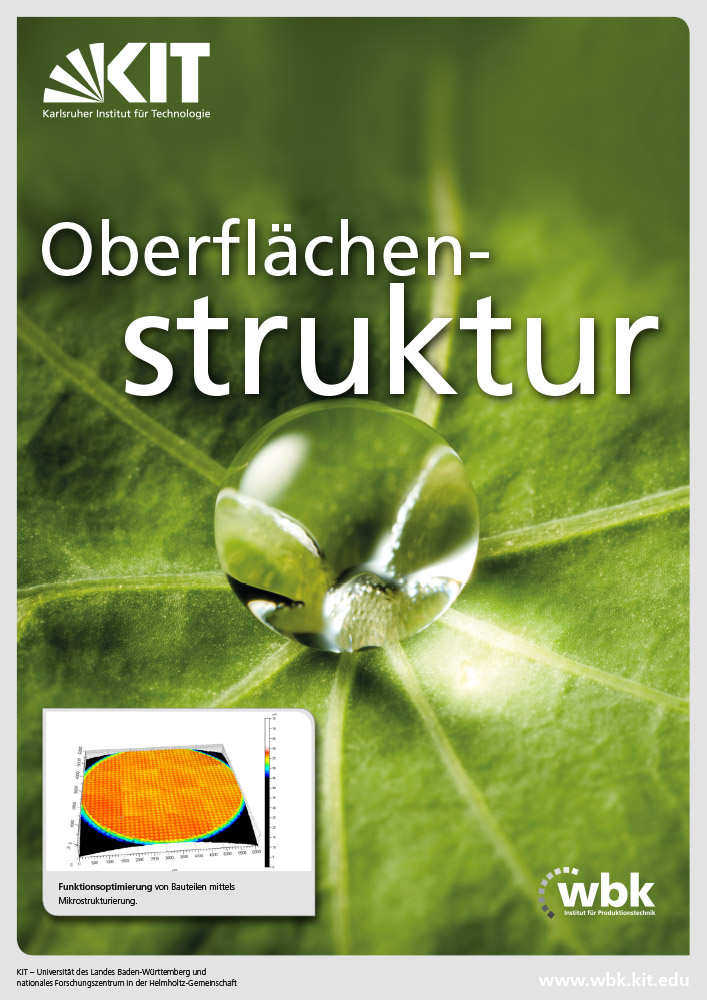 The public driven idea of reduced emissions leads to new requirements in the transportation sector. Some solutions can be seen in the usage of fuel‐efficient engine oil or the implementation of an automated start‐stop system in engine management. The application of these technologies leads to an increased load within the engine ‐ especially the bearings ‐ in the power train. To improve the durability of these parts, the friction surfaces need to be improved. An improvement normally can be accomplished by the choice of new materials or design changes both of which in this case cannot be practiced without the experience and needed data.
The public driven idea of reduced emissions leads to new requirements in the transportation sector. Some solutions can be seen in the usage of fuel‐efficient engine oil or the implementation of an automated start‐stop system in engine management. The application of these technologies leads to an increased load within the engine ‐ especially the bearings ‐ in the power train. To improve the durability of these parts, the friction surfaces need to be improved. An improvement normally can be accomplished by the choice of new materials or design changes both of which in this case cannot be practiced without the experience and needed data.
Therefore, the aim of this research work is the optimization of the existing parts. This is done by structuring via laser ablation. The choice of micro structures depends on the high pressures in operation of the power train. This structuring leads to an improved tribological behavior due to an increased hydrodynamic pressure gain and therefore disconnection of the friction partners even with oil of low viscosity, like the ones used for fuel efficiency. The challenge consists in manufacturing a defined microgeometry of the structures and achieving low material damage and low fraction of debris.
Contact:
Dipl.-Ing. Andreas Kacaras
M.Sc. Eric Segebade
Dr.-Ing. Frederik Zanger
Machining of fiber-reinforced composites
 The range of application for fiber reinforced composites have been expand significantly in the recent past and entered the areas of mass production e.g. automotive industries. However the manufacturing of the final shape of fiber reinforced plastics is not possible yet, due to limitations in the manufacturing process. For this reason mechanical post-treatments are necessary. Problems brought by the mechanical post-treatment are mainly a result of the different physical properties of the fibers and the polymer matrix. Thus fibers usually have strong abrasive effects to the cutting tools. As a result short tool-life as well as high damage to the workpiece is caused by the manufacturing process. With a high material knowledge, the selection of a suitable process and an adapted process strategy the resulted machining results can increase significantly.
The range of application for fiber reinforced composites have been expand significantly in the recent past and entered the areas of mass production e.g. automotive industries. However the manufacturing of the final shape of fiber reinforced plastics is not possible yet, due to limitations in the manufacturing process. For this reason mechanical post-treatments are necessary. Problems brought by the mechanical post-treatment are mainly a result of the different physical properties of the fibers and the polymer matrix. Thus fibers usually have strong abrasive effects to the cutting tools. As a result short tool-life as well as high damage to the workpiece is caused by the manufacturing process. With a high material knowledge, the selection of a suitable process and an adapted process strategy the resulted machining results can increase significantly.
At the wbk the mechanical pretreatment with machine tool, industrial robots and also water and laser jet cutting are studied with the objective comparing of these processes. The ambition is to provide a selection of the best processes for the individual product requirements for fiber-reinforced-component manufacturers. Furthermore, new machining strategies for the mechanical pretreatment are developed to significantly reduce damages to the workpiece. This investigation focuses on the control of process forces. With these research topics the range of applications for fiber reinforced composites will support their expansion and increases simultaneously the cost efficiency for manufacturing these materials.
Contact:
M.Sc. Felicitas Böhland
M.Sc. Jannis Langer
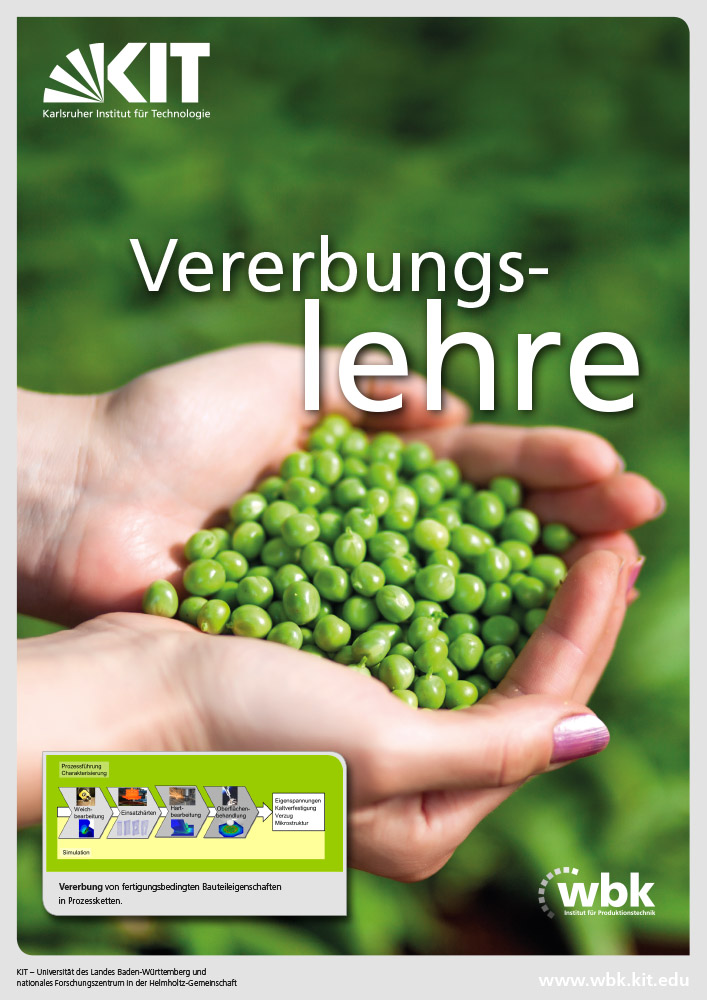 For manufacturing products with required component properties a complete consideration of the process chain is necessary, since component properties caused by production are to a substantial extent, influenced by single process steps from the semi-finished product to the final product. Each process step and its parameters can evoke changes to the component conditions which are passed onto succeeding process steps. By means of relevant component conditions like residual stresses, work-hardening, distortion, microstructure and the composition of a continuous controllable process chain, an optimization of the manufacturing process can be carried out.
For manufacturing products with required component properties a complete consideration of the process chain is necessary, since component properties caused by production are to a substantial extent, influenced by single process steps from the semi-finished product to the final product. Each process step and its parameters can evoke changes to the component conditions which are passed onto succeeding process steps. By means of relevant component conditions like residual stresses, work-hardening, distortion, microstructure and the composition of a continuous controllable process chain, an optimization of the manufacturing process can be carried out.
Within the research Training Group 1483: “process chains in production” comprehensive process simulations are developed on selected production process chains. For chain-linking the single process steps: soft machining, heat treatment, hard machining and surface treatment, the combination of experimental and simulative research is essential. The resulting link of the single processes leads to a complete consideration of the total process chain and enables the time-shortening for product development. Furthermore, through the simulative prediction of the component conditions the behavior at process conditions is deviated and from that an optimization of the process chain is developed.
Contact:
M.Sc. Andreas Fellmeth
Dr.-Ing. Frederik Zanger
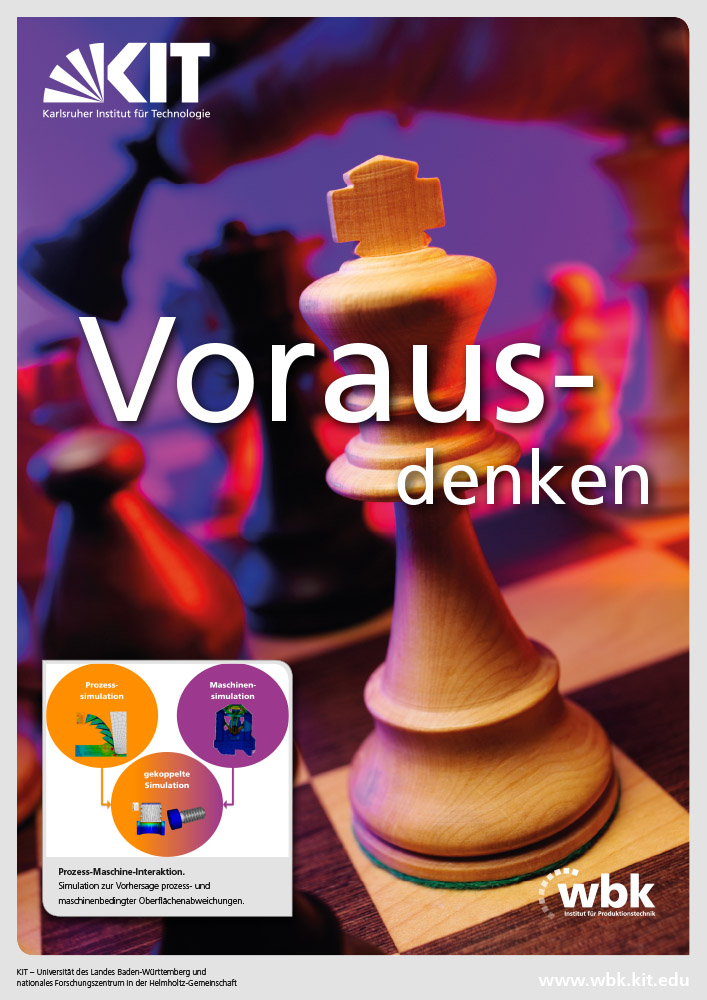 The cutting forces, passive forces and the machine structure elements are inducing vibrations of the machine structure during broaching. As the forces depend on the process parameters and the behavior of machine structure vibration, a process-machine-interaction occurs. The induced vibration can be observed through the deviation in geometry and the surface topography of the work piece, these affect the quality of the machined components. The machine vibrations and the resulting deviations cannot be predicted without thorough the precisely understanding of the interactions between the individual sub-systems.
The cutting forces, passive forces and the machine structure elements are inducing vibrations of the machine structure during broaching. As the forces depend on the process parameters and the behavior of machine structure vibration, a process-machine-interaction occurs. The induced vibration can be observed through the deviation in geometry and the surface topography of the work piece, these affect the quality of the machined components. The machine vibrations and the resulting deviations cannot be predicted without thorough the precisely understanding of the interactions between the individual sub-systems.
The main objective of the project is the development of a combined simulation model to predict the process- and machine-induced deviations of surface areas during broaching. In this simulation model the process- and machine-simulation are coupled with each other and can predict the geometric deviation and the resulting surface topography during and after broaching. In the model the influence of process parameters such as cutting thickness, cutting velocity and rake angle can be investigated in detail. Broaching is divided in two main groups, external and internal broaching. With the developed simulation model both groups can be investigated and optimal combination of process parameters can be identified to improve the quality of the produced components.
Contact:
Dr.-Ing. Frederik Zanger
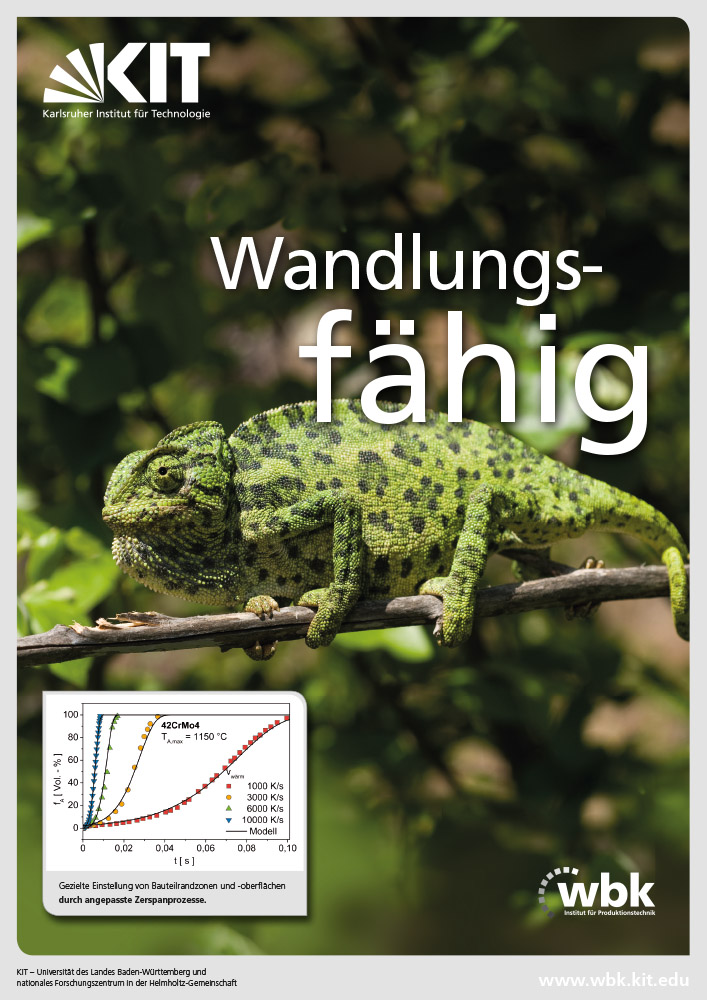 Many material properties like hardness or fatigue are in general influenced by the surface layer states. For example, a modification of the surface layer can occur due phase transitions while machining with high thermal loads. As an example, martensitic phase transitions are hard but simultaneously lead to refractory and cracking which could end in a sudden component failure. A direct adjustability of preferable surface layers states using adapted process control is a giant benefit for the manufacturability of components. For this reason the mechanisms of phase transitions as well as strategies for compensation need to be known. Therefore, the wbk is working in two priority programs SPP 1480 and SPP 1551 on these topics.
Many material properties like hardness or fatigue are in general influenced by the surface layer states. For example, a modification of the surface layer can occur due phase transitions while machining with high thermal loads. As an example, martensitic phase transitions are hard but simultaneously lead to refractory and cracking which could end in a sudden component failure. A direct adjustability of preferable surface layers states using adapted process control is a giant benefit for the manufacturability of components. For this reason the mechanisms of phase transitions as well as strategies for compensation need to be known. Therefore, the wbk is working in two priority programs SPP 1480 and SPP 1551 on these topics.
Main highlight of the SPP 1480 is modeling, simulation with a flexible 3D FEM-model and the compensation by using adaptive process controls of thermal machining influences. In the simulation thermal and mechanical loads, a detailed thermodynamic description and a complex friction model are applied to investigate homogeneous and inhomogeneous materials. Therefore, an exact implementation of the heating dependent phase transitions is important. It was possible to approximate them perfectly, as shown in the Fig. 1. Furthermore, the phase transition and hardness results are in good agreement with the experimental measurements.
The SPP 1551 focuses on the aimed evolution and development of nanocrystalline surface layer which will influence in cooperation with the surface structure and chemical configuration the friction and wear behavior of a component. By a finishing machining process nanocrystalline surface layer were generated. Hereby, the parameters cutting edge radius and depth of cut have a major influence on the initiated surface layer states. It was shown that especially the cutting tools with a high cutting edge radius lead to serious plastic deformation within the surface near area of the work piece at small depth of cut. Due to this massive plastic deformation within the surface layer nanocrystalline grains were generated. Furthermore, FEM machining simulations are giving deeper insights in the grain refinement due to the cutting process.
Contact:
Dipl.-Ing. Michael Gerstenmeyer
M.Sc. Eric Segebade
Dr.-Ing. Frederik Zanger