Teilprojekt B5: Optimierte Formeinsätze
Übersicht
Wissenschaftliches Ziel des Teilprojekts ist es, einerseits Kriterien für mikrozerspan-, mikroerodier- und laserablationsgerechte Werkstoffzustände für die Herstellung hochfester und hochverschleißfester Mikroformeinsätze zu ermitteln, andererseits mechanische und chemische Mikrooberflächenbehandlungsverfahren zu entwickeln, die anschließend an den Herstellungsprozess die Werkstoffzustände in den Randschichten von Mikroformeinsätzen so verändern, dass die Abformung optimiert wird.
|
Bild 1: |
Nachdem bereits gezeigt wurde, dass die Mikrooberflächenbehandlungen zur Entgratung, Glättung sowie zur Entfernung von Texturen und wärmebeeinflussten Randschichten erfolgreich eingesetzt werden können, werden aktuell die Einflüsse der einzelnen Prozessparameter auf die Form, Topographie und Randzonen der Mikroformeinsätze bzw. auf die Eigenschaften unter mechanischer und tribologischer Beanspruchung untersucht und bewertet, um so die Fertigung von Formeinsätzen mittels Mikrofräsen, Mikroerodieren und Laserablation zu optimieren. Damit leistet Teilprojekt B5 einen Beitrag zur Verbesserung der Abformbarkeit feiner Strukturen und zur Lockerung fertigungstechnischer Restriktionen im Konstruktionsprozess, die derzeit an vielen Stellen die Abmessungen der im Sonderforschungsbereich herstellbaren Mikrobauteile nach unten hin einschränken.
|
Bild 2: |
In Zusammenarbeit mit den Formeinsätze strukturierenden Teilprojekten sowie dem Teilprojekt D3 werden die für alle Mikrostrukturierungsverfahren jeweils geeignetsten Werkstoffe und deren Wärmebehandlungszustände, die den jeweils besten Kompromiss zwischen Bearbeitbarkeit und Verschleißbeständigkeit aufweisen, ermittelt. Für alle Mikrostrukturierungsverfahren bereits erfolgreich eingesetzte Formeinsatzmaterialien sind der Werkzeugstahl X38CrMoV5-1 und der niedriglegierte Stahl Toolox 44 (~30CrMo6). Zusätzlich wird für die abtragenden Verfahren Mikroerodieren und Laserablation ein Feinstkornhartmetall (TSF 44, Plansee Tizit) mit hoher Verschleißbeständigkeit beim Mikropulverspritzgießen verwendet.
|
Bild 3: Vergütungsgefüge Toolox 44 (links), Feinstkornhartmetall TSF 44 (rechts; Quelle: Plansee Tizit), lichtmikroskopische Gefügeaufnahmen |
Mikrostrahlen
Im Rahmen dieses Teilprojekts wurde eine CNC-gesteuerte 5-Achs-Druckluft-Strahlanlage aufgebaut, um eine präzise, bahngesteuerte Feinstbearbeitung von Mikrokavitäten zu ermöglichen. Als Strahlmittel werden zum einen ein Gemisch aus Korund, Siliziumkarbid und Glasperlen mit einer Körnung von 10 - 20 µm, zum anderen Glasperlen mit einer Körnung von 20 - 30 µm verwendet.

|
Bild 4: 5-Achs-CNC-Druckluft-Mikrostrahlanlage |
Ultraschall-Naßstrahlen
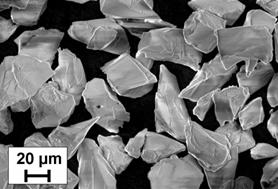
Unter Ultraschall-Naßstrahlen wird ein Verfahren verstanden, bei dem Ultraschallanregung zur Beschleunigung von Strahlmittelpartikeln auf die Oberfläche einer Mikrostruktur genutzt wird. Dabei sind die Strahlmittelpartikel im Ultraschallbad suspendiert. Als Strahlmittel wird bei diesem Verfahren Korund mit einer Körnung von 20 - 30 µm verwendet.
Bild 5: Anlage zum Ultraschall-Nassstrahlen (links), Strahlmittel Korund (rechts) |
Zur Vermessung der Oberflächentopographie wird ein konfokales Weißlichtmikroskop der Bauart Nanofocus µsurf eingesetzt. Für Gefügeuntersuchungen der bereitgestellten Werkstoffe steht neben einem Lichtmikroskop der Bauart Leitz auch ein Rasterelektronenmikroskop zur Verfügung. Zur Ermittlung der Verfestigung der Oberfläche nach dem Strahlprozess werden Kraft-Eindringtiefen-Verläufe mit einem Kleinlast-Härteprüfer der Bauart Fischerscope H 100 aufgenommen.
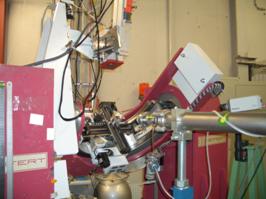
Röntgenographische Eigenspannungsanalysen der Randschichten vor und nach Mikrostrahlen erfolgen zum einen am Institut für Werkstoffkunde I mit K -Strahlung einer Cr-Röntgenröhre sowie am Hasylab/Desy in Hamburg am Messplatz G3 unter Nutzung von Synchrotronstrahlung. Dabei können unter streifendem Einfall der Synchrotronstrahlung Eigenspannungsgradienten innerhalb der ersten 5 µm ermittelt werden. Die Auswertung basiert auf dem sin²Ψ-Verfahren.
Bild 6: Messplatz G3 am Hasylab/Desy in Hamburg (links), Eigenspannungstiefenverlauf einer mikrogefrästen Probe (rechts) |
Mikrostrahlen
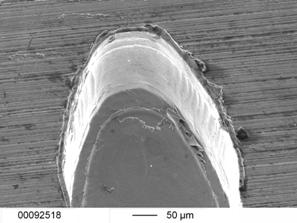
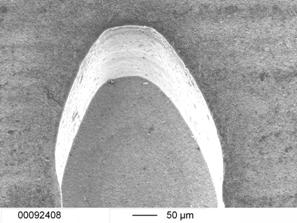
Durch das Strahlen mit Abrasivstoffen ist eine vollständige Entgratung mikrogefräster Formeinsätze möglich. Unzulässige Kantenverrundungen können durch geeignete Prozessparameter (Strahlmittel, Strahldruck, Düsenausrichtung) sicher vermieden werden.
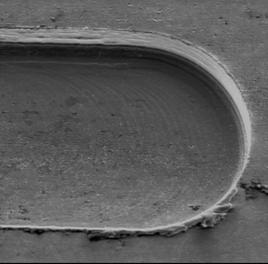
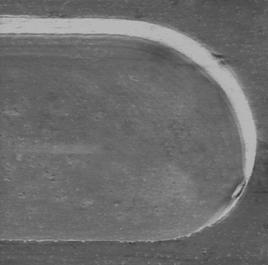
Bild 7: Detailansicht eines mikrogefrästen Formeinsatzes (Planetenrad) nach der Strukurierung (links) bzw. nach anschließendem Mikrostrahlen mit Abrasivstoff (rechts). Material: Toolox 44 |
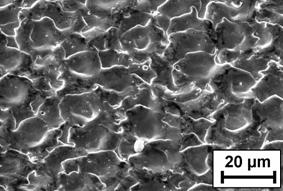
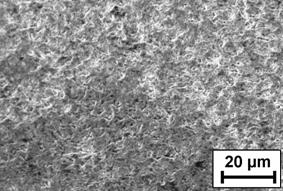
Die Entfernung von Texturen (z.B. Fräsriefen) sowie wärmebeeinflussten Randschichten, die durch den Mikroerodierprozess oder die Laserablation hervorgerufen werden, ist ebenfalls mit Abrasivstoffen möglich.
Weiterhin werden durch dieses Verfahren Druckeigenspannungen bis zu -850 MPa in der Oberflächenschicht eingebracht, was wiederum vorteilhaft für das Verschleißverhalten der Bauteile sein kann.
Bild 8: Mikroerodierte Oberfläche nach der Strukturierung (links) und nach anschließendem Mikrostrahlen mit Abrasivstoffen (rechts), Material: Toolox 44 |
Bild 9: Eigenspannungstiefenverlauf nach Mikroerodieren (links) und nach anschließendem Mikrostrahlen mit Abrasivstoffen (rechts) |
Eine Reduzierung der Oberflächenrauheit von Rz = 3.51 µm auf 1.54 µm ist hier ebenfalls möglich.
Ultraschall-Nassstrahlen
Bild 10: Mikrogefräste Nut (Breite 300 µm) vor (links) bzw. nach 20 min Bearbeitung durch Ultraschall-Nassstrahlen (rechts). Material: Toolox 44 |
Mit Hilfe des Verfahrens ist es außerdem möglich, die Rauheit im Nutgrund zu verringern bzw. Texturen, wie z.B. Fräsriefen, zu entfernen.
Ebenso werden durch dieses Verfahren Druckeigenspannungen in der Randschicht aufgebaut. So weist z.B. ein eigenspannungsfreier Zustand nach 20 min Bearbeitung Druckeigenspannungen in der Größenordnung von etwa -500 MPa auf.
|
Bild 11: Eigenspannungswerte an der Probenoberfläche vor und nach 20 min Ultraschall-Nassstrahlen
|
|