.gif)
Projektbeschreibung Komplementärzerspanung: Simulationsgestützte Analyse eines in den Zerspanungsprozess integrierten Oberflächenverfestigungsverfahrens zur gezielten Erzeugung nanokristalliner Randschichten
Ziel des Forschungsvorhabens ist die Übertragung der Prozessstrategie Komplementärzerspanung auf den technisch relevanten Fertigungsprozess Außenlängsdrehen. Rotationssymmetrische Bauteile, wie Wellen aus dem Vergütungsstahl 42CrMo4, stellen oftmals hochbelastete Bauteile dar, bei denen nach der spanenden Fertigung ein weiterer Prozessschritt, die Oberflächennachbearbeitung, folgt, um die gewünschten Bauteileigenschaften zu gewährleisten. Dabei sind Bauteileigenschaften wie die Topographie für optimale tribologische Bedingungen oder die Bauteillebensdauer technisch relevante Zielgrößen. Diese Bauteileigenschaften werden in der Regel durch aufwendige
Nachbearbeitungsprozesse wie Festwalzen oder hämmernde Oberflächenbearbeitungsverfahren erreicht.
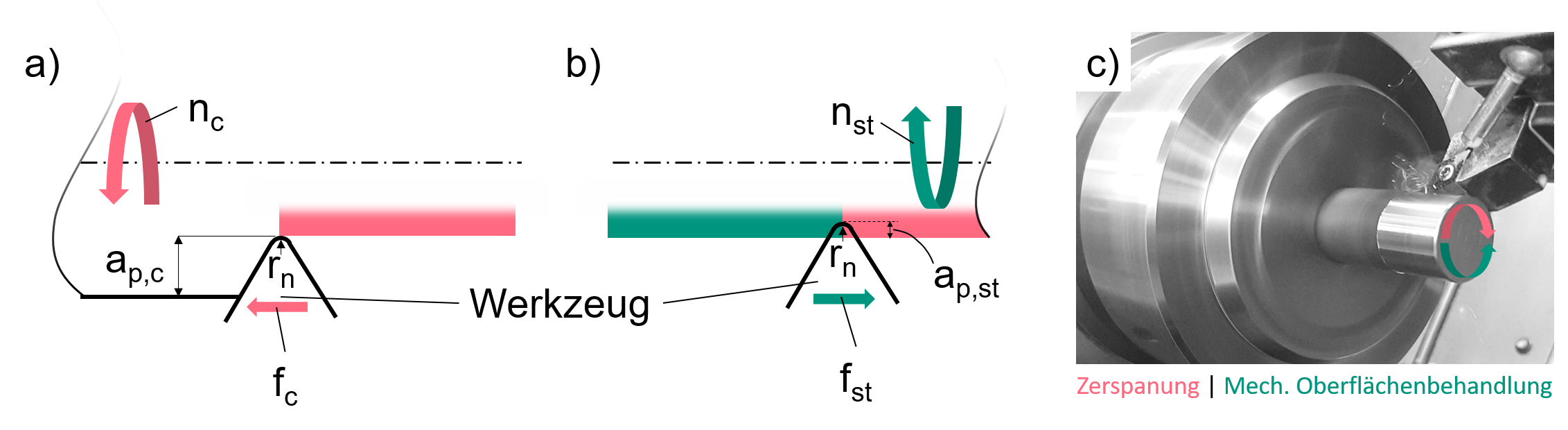
Bei der Komplementärzerspanung wird diese Oberflächenbearbeitung ohne Werkzeugwechsel der Zerspanung nachgelagert, indem die Bearbeitungsrichtung nach der Zerspanung umgekehrt wird und mit dem Zerspanungswerkzeug die Oberflächenbearbeitung erfolgt. Aufgrund des dann stark negativen Spanwinkels wird die Bauteilrandschicht plastisch verformt, was unter anderem eine Verfestigung der Werkstückoberfläche sowie eine Änderung der Mikrostruktur bewirkt.
Bei der geplanten Übertragung der Komplementärzerspanung auf einen technisch relevanten Prozess, das Außenlängsdrehen, entstehen deutlich komplexere Eingriffsverhältnisse. Daraus resultieren hinsichtlich der Werkzeuggeometrie und auch der Forderung nach einer robusten Prozessführung neue Herausforderungen.Durch eine geeignete mikro- und makroskopische Schneidkantengestaltung sowie einen einstellbaren Werkzeughalter sollen die Eingriffsverhältnisse so optimiert werden, dass die Bauteilzustände gezielt eingestellt werden können, aber auch der Werkzeugverschleiß auf ein wirtschaftlich vertretbares Niveau reduziert werden kann. Dafür sind Untersuchungen des verwendeten Werkzeugmaterials aus Hartmetall (WC-Co) mit unterschiedlichen Korngrößen vorgesehen. Zur Verlängerung der Werkzeugstandzeit und zur gezielten Steuerung der Bauteilzustände in der Randschicht soll der Einfluss der kryogenen Durchführung der Komplementärzerspanung analysiert werden. Durch den Einsatz eines kryogenen Kühlmediums soll das Potential der Kaltverfestigung nochmals signifikant verstärkt werden. Aus diesen Erkenntnissen soll beispielhaft für die Herstellung einer Welle aus dem Vergütungsstahl 42CrMo4 eine Bearbeitungsrichtlinie abgeleitet werden.
Die geplanten Untersuchungen sollen einen wesentlichen Beitrag zum Mechanismenverständnis der Wechselwirkung zwischen der mikro- und makroskopischen Schneidkantengestaltung sowie der Korngröße des Hartmetalls und den erreichbaren Bauteilzuständen bei der Komplementärzerspanung leisten. Aus diesen Erkenntnissen soll unter Betrachtung einer Prozessführung mit einer optionalen kryogenen Kühlung die industrielle Relevanz für die Bearbeitungsstrategie Komplementärzerspanung gezeigt werden.
| Laufzeit: 01.08.2013 – 31.12.2020 | Fördervolumen: ca. 0 Mio. € |